




Innovatives Frässystem zum Verzahnungsfräsen

Die Paul Horn GmbH hat ein neues Fräswerkzeug zur Herstellung von Zyklo-Palloid-Verzahnungen nach Klingelnberg entwickelt. Zur Anwendung kommt das Frässystem M279 bei Kleinserien und Einzelteilen. Die Schnittaufteilung des zwölfschneidigen Werkzeugs ermöglicht ein hohes Spanvolumen bei geringem Schnittdruck.
Zeitoptimierung und mindestens 20 Prozent schneller als bestehende Verfahren mit Vollhartmetallwerkzeugen. Robustes Werkzeug mit Wendeschneidplatten für den Vollschnitt auf
Fräs- und Drehmaschinen zudem geeignet für die Fünf-AchsSimultan-Fräsbearbeitung mit der DMG MORI gearMILL®. Das waren die Anforderungen von DMG MORI, dem weltweit führenden Hersteller von spanenden Werkzeugmaschinen.
Zielgerichtete Symbiose
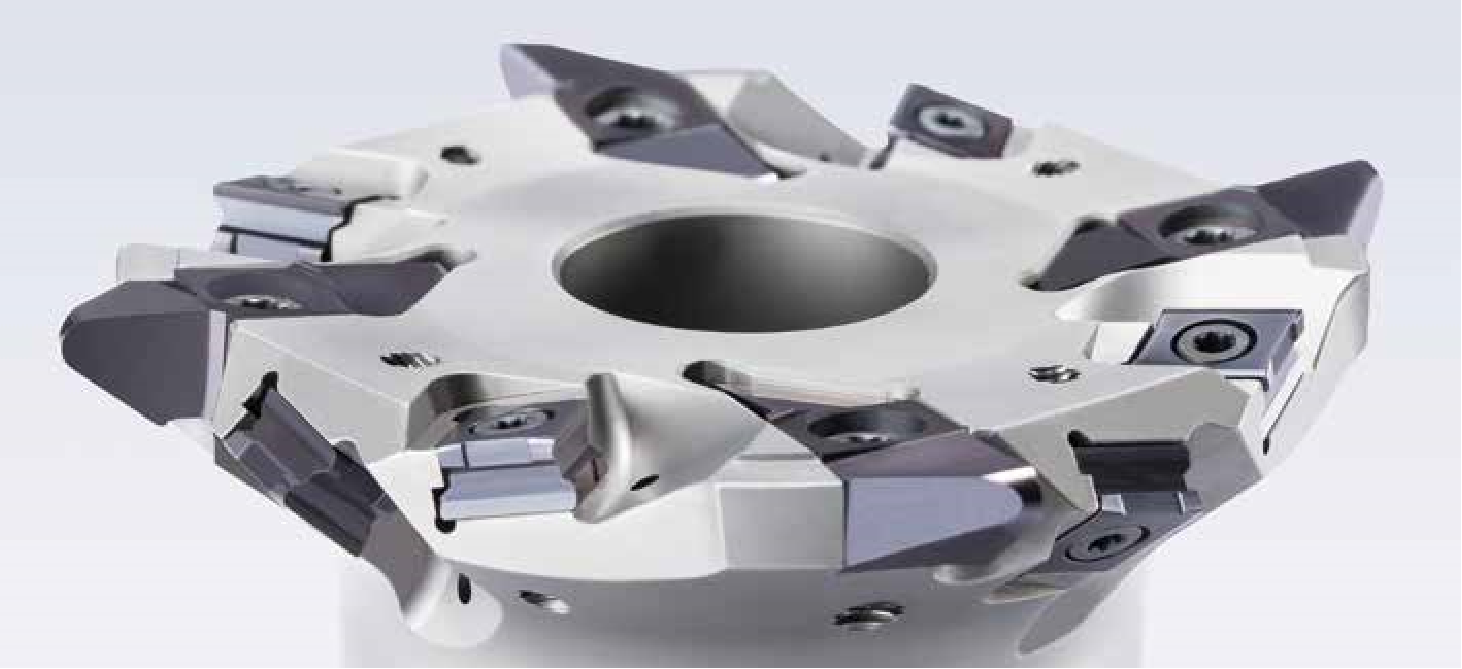
Diese Aufgabe löste HORN mit der Entwicklung eines neuen und innovativen Konzeptes. Vier stirnseitig verschraubte Wendeschneidplatten des Typs S279 mit einem Eckenradius von 2 mm und acht tangential verschraubte Schneidplatten des Typs 409 ergeben eine zielgerichtete Symbiose mit stabilen Plattensitzen. Durch die Überlagerung der Schneidreihen zueinander ermöglicht das System hohe Schnitttiefen. Den Werkzeuggrundkörper mit zielgerichteter Innenkühlung legte HORN als Aufsteckfräser nach DIN 8030 A mit 100 mm Schneidkreisdurchmesser aus.
Durch die Testdurchläufe bei DMG MORI in Pfronten und die Anpassungen der Schnittdaten ist mit dem Fräswerkzeug eine
konvexe und konkave Zerspanung von Zahnflanken im FünfAchs-Simultanbetrieb möglich. Der Spiralwinkel kann zwischen
0° und 90° liegen. Das Modul kann nahezu kontinuierlich gewählt
werden. Als Versuchswerkstück diente ein Tellerrad aus
17CrNiMo6 mit Modul 7,6. Die Zyklo-Palloid-Verzahnung nach Klingelnberg wurde mit vc = 250 m/min und vf = 650 mm/min im Vollschnitt und die Zahnflanken mit vf 2.000 mm/min gefertigt.
Präzision und Zeitoptimierung
Das Prinzip des Frässystems M279 ist die konstruktive Basis für weitere Modulgrößen zur Werkzeugsystemerweiterung. Das innovative Fräswerkzeug überzeugt durch seine bewährten Schneidplatten des Typs S279 und R/L 409 mit deren stabilen Plattensitzen. Des Weiteren wegen seiner hohen Präzision und insbesondere der Zeitoptimierung bei der Einzel- und Kleinserienfertigung.
Mit der Entwicklung des Fräsers M279 erweitert HORN sein Portfolio zur Herstellung von Verzahnungen im Modulbereich 0,5 – 30. Neben den DS-Vollhartmetallfräsern und dem Wechselkopfsystem DG zur Schlichtbearbeitung von Zahnflanken bietet HORN auch mit dem Hochvorschubsystem DAH Lösungen zur Schruppbearbeitung. Darüber hinaus kommen, je nach Anwendungsfall, Werkzeuglösungen zum Verzahnungsstoßen von Innen- und Außenverzahnungen zum Einsatz.
https://www.phorn.de/fileadmin/user_upload/de/PDF/Neuheiten/2016/INFO11_15DE_Verzahnungsfraesen.pdf