

PARA UNA SUJECIÓN PERFECTA.
Clientes entusiastas informan: Aplicación Neubauer
(Föritztal/Fellbach) La técnica de sujeción por vacío, sugerida por un distribuidor de confianza a un fabricante de máquinas especiales, llega justo a tiempo para el mayor pedido en la historia de la empresa. Esta permite fabricar múltiples piezas de aluminio con una sola operación de sujeción, mientras que de otro modo habría que sujetar piezas individualmente. Los expertos en sujeción de AMF han pulverizado prácticamente el tiempo de preparación. Esto un maravilloso ejemplo de cómo contribuyen los socios con ideas a una historia de éxito.
"Para la producción de nuestras piezas de aluminio, tan diversas, la técnica de sujeción por vacío supone una gran ayuda. Facilita enormemente la producción de series, a menudo pequeñas o de piezas individuales", explica Marcel Schramm, jefe del departamento de CNC del estudio de ingeniería Uwe Neubauer. Y el operario de la máquina, Ronny Neidnicht, lo resume en pocas palabras: "Hemos reducido los tiempos de preparación en aproximadamente un 95%". Por supuesto, este ahorro que parece casi de cuento, requiere un análisis más detallado. Así que desglosemos esta historia de éxito.
Tres expertos encuentran juntos una solución genial
El estudio de ingeniería de Föritztal, en Turingia, con 30 empleados dirigidos por Uwe Neubauer, es especialista en la construcción de máquinas especiales. El área prioritaria son los sistemas robotizados automatizados integrales, incluidos los controles de calidad y presencia mediante el uso de la tecnología de cámaras más moderna. Cada pedido es una solución individual personalizada que garantiza la mayor eficacia posible para el cliente. Desde la concepción hasta la entrega, prácticamente todas las piezas, módulos y construcciones se fabrican en la propia empresa. Por su bajo peso, el aluminio suele ser el material preferido. En una máquina fresadora de pórtico y en dos centros de mecanizado CNC, las fresadoras mecanizan cada una de las piezas, desde las más pequeñas hasta las más grandes, con un ajuste perfecto. Se trata de un proceso muy lento, ya que la sujeción de cada una de las piezas en bruto requiere una enorme cantidad de tiempo y es muy laboriosa. Cada pieza individual requiere su propia solución de sujeción especial para garantizar que la fresa llegue a todos los lados y bordes.
Cuando Heiko Meyer, veterano asesor técnico de Wütschner Industrietechnik GmbH en Schweinfurt, estudió la situación, se le ocurrió una solución más rápida. El empleo de una placa de sujeción por vacío debería suponer una enorme mejora y un ahorro de tiempo. "Visto desde fuera, la solución resulta evidente rápidamente", afirma Meyer, que cuenta con una gran experiencia y piensa con una mirada muy amplia y, en un principio, con neutralidad en cuanto a los fabricantes. Su cliente, Wütschner Industrietechnik GmbH, es una empresa especializada en herramientas de precisión. La empresa familiar dispone de una amplia gama de herramientas de diversos socios proveedores. Meyer siempre busca la solución adecuada para el cliente a partir de las herramientas disponibles. En este caso, las de Andreas Maier GmbH & Co. KG (AMF) de Fellbach.
Una gran idea permite ahorrar una cantidad ingente de tiempo
Desde la primavera de 2023, dos placas de sujeción por vacío Premium Line de los expertos en sujeción de Fellbach, de 600 × 800 mm, están fijadas a una placa base de la mesa de la máquina Hurco DCX 22i. Neubauer ha prescindido de la tecnología de apriete de punto cero AMF opcional para cambiar y alinear rápidamente las placas. Y es que – y éste es el gran secreto de esta solución – ya no se sujetan piezas en bruto individuales. En su lugar, se fijan grandes placas de aluminio, a partir de las cuales se fresan las piezas individuales. De este modo, con una sola operación de sujeción ya no se mecanizan piezas individuales, sino que se fabrican decenas de piezas a la vez a partir de la gran placa. Esto nos da ya una idea de dónde viene el 95% de ahorro en tiempo de preparación. Los constructores calculan el aprovechamiento óptimo de la placa de aluminio para reducir al máximo los desechos.
Cada una de las piezas se mecaniza por cinco caras hasta alcanzar prácticamente sus dimensiones finales. De la placa de aluminio sólo quedan 0,45 mm. Esto es necesario para evitar que se interrumpa el vacío. A continuación, las piezas se desprenden de la chapa, se desbarban y, si es necesario, se terminan. El cordón de sellado correspondiente puede utilizarse para delimitar zonas individuales en la placa de sujeción por vacío, en caso de que no se requiera toda la superficie. Los cordones de sellado también compensan las pequeñas irregularidades de la superficie de la pieza. El sistema de conductos necesario para controlar determinadas zonas y sectores ha sido fabricado por los propios e ingeniosos inventores de Neubauer. Las llaves de paso permiten controlar la potencia de bombeo de forma selectiva. La placa de sujeción por vacío de 40 mm de altura posee en su parte superior ranuras y 16 puntos de aspiración. Esto permite colocar fácilmente el cordón de sellado. A fin de que las operaciones de sujeción puedan reproducirse fácilmente, todas las ranuras están marcadas con las coordenadas. Los orificios para pasadores de tope o topes excéntricos laterales de altura regulable posicionan las piezas fácilmente.
Filtros y presostatos altamente sensibles protegen el circuito de vacío
El sistema de tuberías tiene una gran ventaja sobre las mangueras de plástico que también pueden utilizarse, como subraya Schramm: "Cuando las virutas calientes salen disparadas durante el fresado, pueden llegar a perforar una manguera. Esto provocaría una fuga en el sistema. Y eso es algo que queremos evitar a toda costa." Por eso, el sistema de filtro de vacío con separador de líquido y un presostato con sensor es extremadamente sensible. Y es que si, por ejemplo, la placa se perfora accidentalmente y se produce una fuga en el circuito de vacío, la máquina pasa inmediatamente al modo de espera. Una solución inteligente desarrollada por el propio usuario salva una posible fuga durante cierto tiempo antes de que el lubricante refrigerante del circuito llegue a la bomba y la destruya.
La bomba de vacío de válvula rotativa de AMF genera el vacío necesario para sujetar la placa de aluminio. Garantiza un servicio continuo fiable de las placas de sujeción utilizadas. Como la bomba es muy compacta, puede montarse directamente en la máquina. Los 0,75 kW de potencia del motor y los 20 m3/h de potencia de aspiración generan una presión final de 1,5 mbar. Además, la placa Premium Line lleva integradas dos boquillas Venturi que aspiran un volumen máximo de 48,8 l/min contra la atmósfera a una presión de servicio de 3,5 bares y generan un vacío del 92%.
Socios colaboradores encuentran la solución perfecta
Las dos placas de sujeción por vacío utilizadas en Neubauer pueden conectarse entre sí y funcionar a través de una conexión común. "Esto permite la flexibilidad buscada por los especialistas en mecanizado de Neubauer", subraya Norman Rhein, de AMF. "Nuestra solución pensada para reducir drásticamente los tiempos de preparación no tardó en convencer. Con un ahorro de tiempo del 95%, no necesito argumentar más." Como ingeniero de ventas con visión de futuro, el ingeniero mecánico certificado por el estado no sólo ha aportado un producto, sino también una solución. Y esto es exactamente lo que la empresa Wütschner Industrietechnik GmbH y sus empleados ofrecen: no sólo venden, sino que también piensan con el cliente y encuentran soluciones para sus necesidades.
Del mismo modo, el jefe de la empresa, Uwe Neubauer, valora que los socios proveedores piensen, como él, y satisfagan sus exigencias. "Con nuestras soluciones personalizadas de alta precisión, abarcamos un ámbito enorme para que nuestros clientes no tengan que buscar entre innumerables proveedores. De nuestros socios esperamos la misma comprensión. Con Wütschner Industrietechnik y AMF, tenemos a bordo a dos socios idóneos." De este modo, el mayor encargo en la historia del estudio de ingeniería Uwe Neubauer se ha convertido también en una historia de éxito.
(Föritztal/Fellbach) La técnica de sujeción por vacío, sugerida por un distribuidor de confianza a un fabricante de máquinas especiales, llega justo a tiempo para el mayor pedido en la historia de la empresa. Esta permite fabricar múltiples piezas de aluminio con una sola operación de sujeción, mientras que de otro modo habría que sujetar piezas individualmente. Los expertos en sujeción de AMF han pulverizado prácticamente el tiempo de preparación. Esto un maravilloso ejemplo de cómo contribuyen los socios con ideas a una historia de éxito.
"Para la producción de nuestras piezas de aluminio, tan diversas, la técnica de sujeción por vacío supone una gran ayuda. Facilita enormemente la producción de series, a menudo pequeñas o de piezas individuales", explica Marcel Schramm, jefe del departamento de CNC del estudio de ingeniería Uwe Neubauer. Y el operario de la máquina, Ronny Neidnicht, lo resume en pocas palabras: "Hemos reducido los tiempos de preparación en aproximadamente un 95%". Por supuesto, este ahorro que parece casi de cuento, requiere un análisis más detallado. Así que desglosemos esta historia de éxito.
Tres expertos encuentran juntos una solución genial
El estudio de ingeniería de Föritztal, en Turingia, con 30 empleados dirigidos por Uwe Neubauer, es especialista en la construcción de máquinas especiales. El área prioritaria son los sistemas robotizados automatizados integrales, incluidos los controles de calidad y presencia mediante el uso de la tecnología de cámaras más moderna. Cada pedido es una solución individual personalizada que garantiza la mayor eficacia posible para el cliente. Desde la concepción hasta la entrega, prácticamente todas las piezas, módulos y construcciones se fabrican en la propia empresa. Por su bajo peso, el aluminio suele ser el material preferido. En una máquina fresadora de pórtico y en dos centros de mecanizado CNC, las fresadoras mecanizan cada una de las piezas, desde las más pequeñas hasta las más grandes, con un ajuste perfecto. Se trata de un proceso muy lento, ya que la sujeción de cada una de las piezas en bruto requiere una enorme cantidad de tiempo y es muy laboriosa. Cada pieza individual requiere su propia solución de sujeción especial para garantizar que la fresa llegue a todos los lados y bordes.
Cuando Heiko Meyer, veterano asesor técnico de Wütschner Industrietechnik GmbH en Schweinfurt, estudió la situación, se le ocurrió una solución más rápida. El empleo de una placa de sujeción por vacío debería suponer una enorme mejora y un ahorro de tiempo. "Visto desde fuera, la solución resulta evidente rápidamente", afirma Meyer, que cuenta con una gran experiencia y piensa con una mirada muy amplia y, en un principio, con neutralidad en cuanto a los fabricantes. Su cliente, Wütschner Industrietechnik GmbH, es una empresa especializada en herramientas de precisión. La empresa familiar dispone de una amplia gama de herramientas de diversos socios proveedores. Meyer siempre busca la solución adecuada para el cliente a partir de las herramientas disponibles. En este caso, las de Andreas Maier GmbH & Co. KG (AMF) de Fellbach.
Una gran idea permite ahorrar una cantidad ingente de tiempo
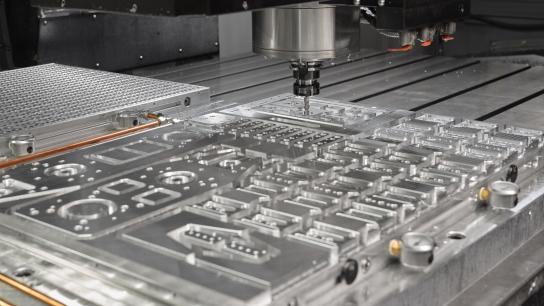
Desde la primavera de 2023, dos placas de sujeción por vacío Premium Line de los expertos en sujeción de Fellbach, de 600 × 800 mm, están fijadas a una placa base de la mesa de la máquina Hurco DCX 22i. Neubauer ha prescindido de la tecnología de apriete de punto cero AMF opcional para cambiar y alinear rápidamente las placas. Y es que – y éste es el gran secreto de esta solución – ya no se sujetan piezas en bruto individuales. En su lugar, se fijan grandes placas de aluminio, a partir de las cuales se fresan las piezas individuales. De este modo, con una sola operación de sujeción ya no se mecanizan piezas individuales, sino que se fabrican decenas de piezas a la vez a partir de la gran placa. Esto nos da ya una idea de dónde viene el 95% de ahorro en tiempo de preparación. Los constructores calculan el aprovechamiento óptimo de la placa de aluminio para reducir al máximo los desechos.
Cada una de las piezas se mecaniza por cinco caras hasta alcanzar prácticamente sus dimensiones finales. De la placa de aluminio sólo quedan 0,45 mm. Esto es necesario para evitar que se interrumpa el vacío. A continuación, las piezas se desprenden de la chapa, se desbarban y, si es necesario, se terminan. El cordón de sellado correspondiente puede utilizarse para delimitar zonas individuales en la placa de sujeción por vacío, en caso de que no se requiera toda la superficie. Los cordones de sellado también compensan las pequeñas irregularidades de la superficie de la pieza. El sistema de conductos necesario para controlar determinadas zonas y sectores ha sido fabricado por los propios e ingeniosos inventores de Neubauer. Las llaves de paso permiten controlar la potencia de bombeo de forma selectiva. La placa de sujeción por vacío de 40 mm de altura posee en su parte superior ranuras y 16 puntos de aspiración. Esto permite colocar fácilmente el cordón de sellado. A fin de que las operaciones de sujeción puedan reproducirse fácilmente, todas las ranuras están marcadas con las coordenadas. Los orificios para pasadores de tope o topes excéntricos laterales de altura regulable posicionan las piezas fácilmente.
Filtros y presostatos altamente sensibles protegen el circuito de vacío
El sistema de tuberías tiene una gran ventaja sobre las mangueras de plástico que también pueden utilizarse, como subraya Schramm: "Cuando las virutas calientes salen disparadas durante el fresado, pueden llegar a perforar una manguera. Esto provocaría una fuga en el sistema. Y eso es algo que queremos evitar a toda costa." Por eso, el sistema de filtro de vacío con separador de líquido y un presostato con sensor es extremadamente sensible. Y es que si, por ejemplo, la placa se perfora accidentalmente y se produce una fuga en el circuito de vacío, la máquina pasa inmediatamente al modo de espera. Una solución inteligente desarrollada por el propio usuario salva una posible fuga durante cierto tiempo antes de que el lubricante refrigerante del circuito llegue a la bomba y la destruya.
La bomba de vacío de válvula rotativa de AMF genera el vacío necesario para sujetar la placa de aluminio. Garantiza un servicio continuo fiable de las placas de sujeción utilizadas. Como la bomba es muy compacta, puede montarse directamente en la máquina. Los 0,75 kW de potencia del motor y los 20 m3/h de potencia de aspiración generan una presión final de 1,5 mbar. Además, la placa Premium Line lleva integradas dos boquillas Venturi que aspiran un volumen máximo de 48,8 l/min contra la atmósfera a una presión de servicio de 3,5 bares y generan un vacío del 92%.
Socios colaboradores encuentran la solución perfecta
Las dos placas de sujeción por vacío utilizadas en Neubauer pueden conectarse entre sí y funcionar a través de una conexión común. "Esto permite la flexibilidad buscada por los especialistas en mecanizado de Neubauer", subraya Norman Rhein, de AMF. "Nuestra solución pensada para reducir drásticamente los tiempos de preparación no tardó en convencer. Con un ahorro de tiempo del 95%, no necesito argumentar más." Como ingeniero de ventas con visión de futuro, el ingeniero mecánico certificado por el estado no sólo ha aportado un producto, sino también una solución. Y esto es exactamente lo que la empresa Wütschner Industrietechnik GmbH y sus empleados ofrecen: no sólo venden, sino que también piensan con el cliente y encuentran soluciones para sus necesidades.
Del mismo modo, el jefe de la empresa, Uwe Neubauer, valora que los socios proveedores piensen, como él, y satisfagan sus exigencias. "Con nuestras soluciones personalizadas de alta precisión, abarcamos un ámbito enorme para que nuestros clientes no tengan que buscar entre innumerables proveedores. De nuestros socios esperamos la misma comprensión. Con Wütschner Industrietechnik y AMF, tenemos a bordo a dos socios idóneos." De este modo, el mayor encargo en la historia del estudio de ingeniería Uwe Neubauer se ha convertido también en una historia de éxito.